

佛山市富蘭激光科技有限公司
全國熱線:0757-29899345
溫經理:18902563402
傳真:0757-29899345
商務QQ:2801827697
E-mail:china@fsfulan.com
地址:佛山市順德高新區杏壇鎮順業西路15號中集智谷20棟B座九樓
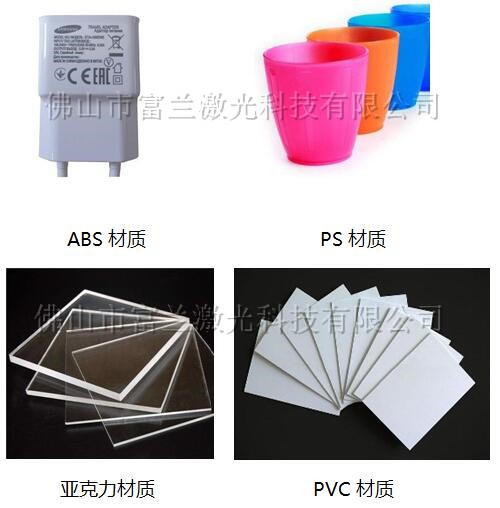
塑料材質有ABS、PC、PP、PS、PPS、PP、PVC 、PE等等,而且這些原材料后期還會經過各種各樣的加工,略計一下,起碼有上千種材質。不同種類的塑料具有不同的激光能量吸收率。有些塑料易吸收激光能量,則易于打標;而有些塑料則不吸收激光能量,則打不出高質量的標記,甚至打不上;有的打出來發黃;有的在打標時塑料表面產生氣泡。
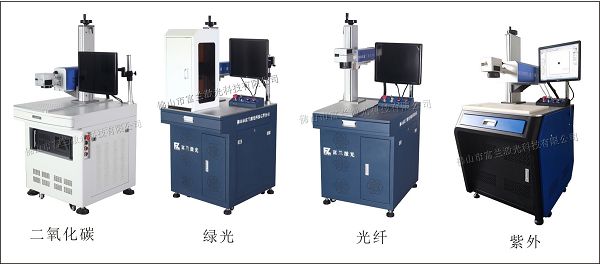
一、塑料材質用哪種激光打標機?
光纖、綠光、紫外、二氧化碳激光打標機都可在塑料上打標。
1、光纖:適合打標部分燃點較高的塑料材質(如:PC、ABS)。
2、綠光:幾乎適用于所有塑料材質。
3、二氧化碳:主要適用于亞克力、橡膠。
4、紫外:適用于所有塑料材質,主要應用于超精細加工的高端市場。因為紫外的最小線寬是0.01mm,而綠光是0.02mm等因素,所以紫外激光打標機,打標的精度要比綠光好。
因為不同種類的激光器會發射出不同波長的光。不同激光的穿透能力也不同;且不同激光器的適應性對標記質量和標記速度都有影響,所以不同材質的塑料、同材質不同純度的塑料所使用的激光打標機類型都會有所不同,再加上每位客戶打標的要求不一,所以,您的產品用哪款激光打標機最合適,需要先打樣,才能確定。
二、解決激光打標塑料表面起泡以及標記不清晰的方法
1、采用紫外激光打標機,由于它聚焦光斑極小,加工熱影響區小,所以可以進行超精細打標、特殊材料打標。特別敏感的材料以及高分子材料用紫外激光打標機堪稱是首選。
2、原材料添加激光粉(也叫鐳雕粉、激光添加劑、激光打標粉)。激光粉主要功能是吸收激光能量,將激光束轉換成熱能,對塑料產生熱作用、碳化作用、蒸發作用及助劑自身變色產生的化學反應,從而在產品表面形成的標記圖案!
PS:關于有部分塑料材質激光打標出現起泡的現象,主要根源在于工件,若是經過保護油(也就是封油)處理后才打標,起泡是避免不了的。
三、可以在塑料件上打出多種不同顏色的標識嗎?
不能。由于激光打標機是一種不需要耗材使用的打標(刻字、雕刻)設備,因此在物體上所打標出來的顏色一般是根據所打標工件的材質、所用的機型,以及所調的參數而定的,并不是你所要什么顏色就能夠打印出什么顏色的。
四、打標不均勻的原因
1、激光光束能量質量變差。
解決方法:更換質量好的激光器。
2、機臺水平未調好(即振鏡頭或場鏡鏡頭與加工臺面不平行)。
解決方法:將鐳射機擺放平穩,要調整到振鏡頭或場鏡鏡頭與加工臺面平行為止。
3、激光輸出光斑被遮擋(即激光光束經過振鏡及場鏡后光斑不夠圓):激光輸出頭、固定夾具與振鏡等未調好,導致激光經過振鏡頭時部分光斑被遮擋,經場鏡聚焦后在倍頻片上所呈現的光斑為非圓形。
解決方法:調整機器及固定夾具,以及振鏡的位置偏差,重新調校。
4、振鏡信號有問題,或者是振鏡受到外界的干擾:振鏡在打標過程中出現細微的抖動,從而打標出來的文字或者圖案不清晰;
5、所打標工件材料本身的原因:材料的均勻性、質地均勻性、噴漆或噴涂或鍍膜厚度的均勻性、氧化件的氧化時間不一致等會影響材料對激光能量的吸收,當材料不夠均勻時,激光標記的效果可能不均勻。
解決辦法:得在打標前,將工件處理好。
6、工件表面不在焦平面上。
7、振鏡偏轉鏡片有損傷:激光光束通過鏡片損傷區域時,無法很好地反射出去,導致激光能量有不一致。
解決方法:及時更換已損傷了的場鏡及振鏡內鏡片。
8、打標速度過快了。
解決方法:將打標速度調慢。
9、激光器使用年限過長,導致衰減。
10、采用的是偏焦標刻:因為每一個場鏡都有對應的焦深范圍,而采用偏離焦點的辦法容易導致大范圍標刻圖案時,邊緣處在焦深臨界點或者超出焦深范圍,這樣就比較容易造成效果的不均勻性。
11、標刻的內容尺寸(也就是加工范圍)超出了場鏡范圍:每一臺激光打標機都會標配一個限定某范圍內的場鏡,如果打標內容尺寸超出這個范圍,那么將會發現處于邊界的鐳射效果會呈現出不均勻的狀態。
解決方法:根據產品加工實際情況選擇合適的設備激光功率及相配應的場鏡。
12、加工產品擺放不平穩,發生傾斜或與光路不平行。
解決方法:檢查機器是否擺放平穩,檢查放置的產品或者夾具是否有傾斜。
五、打標出來顏色發黃
主要取決于材料本身以及所用機型和所調參數,如PVC塑料,用二氧化碳激光打標就是黃色,氧化或汽化色;如用光纖激光打標,就是黑色;還有就是材料本身原因、激光打標機的參數未調對,都會導致打出來發黃。



